Was kann Der Schlaue Klaus® Inspect?
Umfassende optische Prüfung mit objektiven, reproduzierbaren Ergebnissen und automatischer Dokumentation in Sekunden.
Umfassende optische Prüfung
Der Schlaue Klaus® Inspect prüft Ihre Produkte auf zahlreiche visuelle Merkmale wie Form, Farbe, Beschriftung, Maßhaltigkeit und Vollständigkeit – mit einer einzelnen Kamera und innerhalb weniger Sekunden.
Objektive und reproduzierbare Ergebnisse
Das System überprüft jeden Artikel mit gleicher Präzision anhand fest definierter Parameter – unabhängig von Tagesform, Ermüdung oder individueller Interpretation der Prüfenden.

Automatische Dokumentation aller Prüfergebnisse
Alle Messwerte und Bilder werden in übersichtlichen Prüfprotokollen dokumentiert. Diese dienen als Qualitätsnachweis für Ihre Kunden und können die Wareneingangsprüfung beim Kunden ersetzen.

Warum Der Schlaue Klaus® Inspect einzigartig ist
100% Kontrolle in Sekunden – kein Durchrutschen mehr
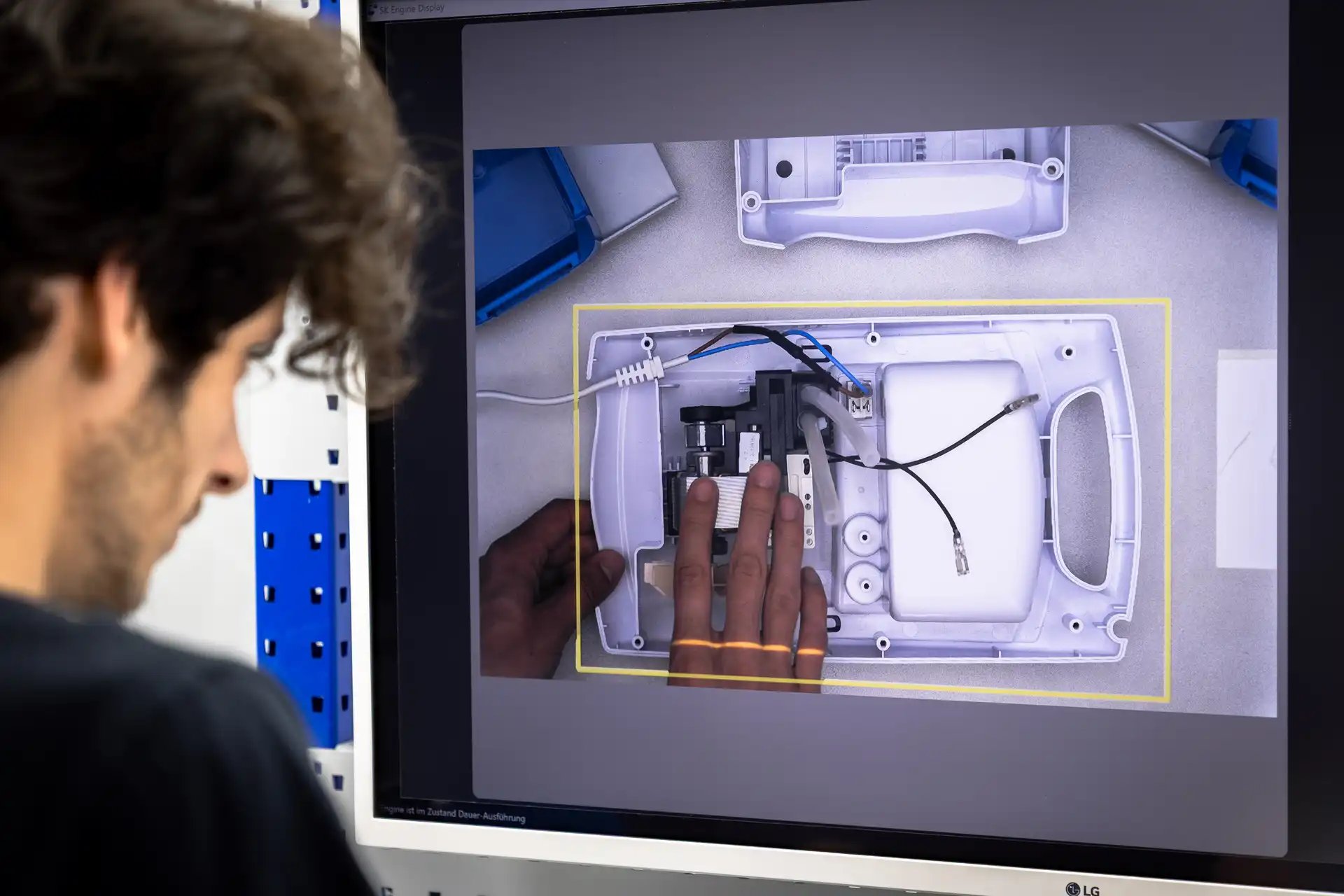
Der Schlaue Klaus® Inspect prüft in einem einzigen Schritt innerhalb von Sekunden auf Vollständigkeit, Lage, Maßhaltigkeit und Anwesenheit aller Komponenten. Das sorgt für maximale Prozesssicherheit vor der Auslieferung – auch bei umfangreichen Prüfprozeduren.


Sicher prüfen – auch ohne Fachwissen
Das System kennt jede Prüfposition, signalisiert Fehler automatisch und braucht keine spezielle Schulung. Es ist perfekt für neue Mitarbeitende oder wechselndes Personal und eliminiert subjektive Bewertungen.

Transparente Qualität – für Kunden, Auditoren und das eigene Gewissen
Jedes Ergebnis kann dokumentiert und nachgewiesen werden – mit Bild, Zeitstempel und Seriennummer. So lassen sich Reklamationen sauber belegen, Qualitätsstandards nachweisen und das Vertrauen Ihrer Kunden nachhaltig stärken.
Von Null-Fehler-Toleranz bis Compliance. Präzise Qualitätskontrolle für jede Branche.

Null-Fehler-Toleranz und höchste OEM-Standards
- In der Automobilindustrie mit Null-Fehler-Toleranz und höchsten Qualitätsanforderungen sorgt Der Schlaue Klaus® Inspect für lückenlose Endkontrolle und vollständige Dokumentation – für erstklassige Baugruppen und Zufriedenheit der OEMs.